Lección 4: Aprende a realizar los Ajustes de la Máquina Láser
Bienvenido a esta nueva lección del Curso de LightBurn. En esta lección vas a aprender a cómo realizar los ajustes de tu máquina láser para mejorar tus proyectos y forma de trabajo.
Configuración del dispositivo
Después de la configuración inicial que vimos en los ajustes de la lección anterior, podemos acceder a la configuración del dispositivo en el menú Editar > Configuración del dispositivo.

Tamaño de trabajo
en esta sección indicamos las dimensiones de trabajo de nuestra cama láser. Debemos de ajustarlo al recorrido máximo que tenga nuestra máquina en los ejes X e Y. Hay que tener en cuenta que esta configuración en los dispositivos GRBL y DSP no afecta al láser en sí, es solo para decirle a Lightburn como de grande es el área de trabajo del láser.
Origen
Esta es la esquina de origen o la ubicación 0,0 de su láser. Si tienes un sistema basado en G-Code, casi siempre se encuentra en la parte superior izquierda, independientemente de la ubicación de los finales de carrera.
En cambio, sí tiene un láser DSP, como Ruida o Trocen, el origen suele ser donde se colocan los interruptores final de carrera, y será esa la esquina donde irá el láser cuando se enciende o reinície.
Si la salida del láser se refleja horizontal o verticalmente, es decir, hace el movimiento contrario, pon el punto de origen a la esquina opuesta, horizontal o verticalmente, según la dirección en la que se refleja la salida, esto lo solucionará.
Compensación láser
Si tu láser tiene un puntero para indicar la posición y no esta alineado con con el haz principal (el de quemado), puedes habilitar el valor de desplazamiento (offset) del láser para compensar esto al enmarcar y posicionar. Es una opción poco convencional que en la mayoría de las máquinas láser no se usa.
Ajuste de desplazamiento de escaneado
La compensación de escaneo es útil cuando se realiza un escaneo de trama o vectorial a velocidades lo suficientemente altas como para que los retrasos en la fuente de alimentación hagan que el punto de disparo esté un poco más atrás de donde debería estar. Consulta la ayuda ofrecida por Lighburn para la compensación de escaneado aquí .
Otras opciones
Tenga en cuenta que esta sección aparecerá de manera diferente según él tipo de controlador que tengas, no todas las configuraciones aparecerán para todos los controladores.
Escaneo rápido de espacios en blanco
Al grabar una imagen, LightBurn normalmente se mueve a la misma velocidad por toda la imagen. Si está grabando lentamente para obtener una buena quemadura, pero la imagen contiene mucho espacio en blanco, esto llevará mucho tiempo. Con el interruptor Fast Whitespace habilitado, LightBurn aumentará la velocidad a través de áreas en blanco a la velocidad que indique, sí es más rápida que la velocidad de grabado actual. Esto puede ahorrar un tiempo significativo.
Habilitar $J Jogging
En las versiones más nuevas de GRBL (1.1 y posteriores), $J es un modo de avance personalizado que tiene varios beneficios sobre el avance normal, que solo envía movimientos G0 o G1 simples. El nuevo formato jog no afecta el estado del analizador G-Code, y si los límites suaves están habilitados, cualquier comando jog que se salga de los límites simplemente se ignora, sin activar un error o una alarma.
Esta configuración también permite cancelar un movimiento de jog, que LightBurn usa para el jog continuo: presiona y mantiene presionada una flecha de movimiento para comenzar a jog en una dirección, luego suelta el botón para detener (cancelar) el movimiento de jog. El movimiento continuo está habilitado en la ventana Mover. El interruptor para habilitar el movimiento continuo no aparecerá a menos que se habilite el movimiento $J.
Habilitar señal DTR
Los puertos seriales estándar tienen un pin (terminal de datos listo o DTR) que el host habilita para decirle a los módems que el software está listo para recibir datos, y algunos dispositivos requieren esta señal para comenzar la comunicación.
Muchos controladores programables cómo los sistemas basados en Arduino, usan el pin DTR para restablecer el controlador. Lightburn generalmente establece este valor por ti, pero si encuentra que su controlador G-Code no se comunica, alternar esta configuración podría ayudar.
Use movimientos G0 para overscan
De forma predeterminada, todos los movimientos de escaneo emitidos por Lightburn son movimientos G1, en los que solo se varía el valor de potencia, para lograr una velocidad y una potencia constantes. Algunos controladores, como las placas FabCreator Smoothieware, tienen un valor de potencia distinto de cero para su salida mínima y pueden terminar quemándose durante la parte de sobre exploración de un grabado. Activa esta configuración para usar movimientos G0 en overscan para eliminar esto.
Habilitar el botón de disparo láser
Los láseres de diodo a menudo no traen un puntero para indicar su posición como los láseres de CO2 , usan su propio haz de corte a mínima potencia para posicionarse. Por lo que a menudo es útil habilitarlos a baja potencia (menor al 1%) para enfocar o enmarcar. (NO hagas esto si tiene un láser de CO 2 , ya que el rayo es invisible y podría dejarlo ciego o provocar un incendio). Al activar esta configuración, se habilitará un botón y una configuración de energía en la ventana Mover, que te permitirá encender el láser a baja potencia para enfocar y posicionar.
Cuando el botón ‘Disparar’ está habilitado, puede mantener presionada la tecla Mayús para activar la luz del haz y poder encuadrar.
Habilitar advertencia fuera de límites
Los controladores DSP verifican automáticamente las condiciones cuando se salen de los límites, pero los controladores G-Code no tienen conocimiento previo de los datos que se ejecutan y, por lo tanto, no pueden hacerlo.
Habilitar este esta opción le indicará a Lightburn que te avise si un trabajo hará que su sistema se salga de los límites y evitar que choque en las guías. Ten en cuenta, que esto requiere de que tu sistema haya sido colocado correctamente, informando de la posición home y de las coordenadas X e Y correctamente, además de haber indicado el tamaño del espacio de trabajo de la máquina láser correctamente.
Volver a la posición final
Cuando se ejecutan trabajos y los modos ‘coordenadas absolutas’ u ‘origen del usuario’ están seleccionados, LightBurn enviará el láser a la posición especificada después de ejecutar un trabajo. Esta es una conveniencia para mover la cabeza del láser fuera del camino para descargar material.
Valor S máx
GRBL y Smoothieware utilizan el valor S (configuración de la velocidad del eje) para controlar la salida de potencia PWM al láser. Esta configuración es el número que corresponde al 100 % de potencia en LightBurn. Smoothieware generalmente usa un valor de 0 a 1 y admite números fraccionarios intermedios. GRBL tiene un valor predeterminado de 0 a 1000 para las versiones más nuevas de GRBL, o de 0 a 255 para las más antiguas. La configuración de S-Value Max en LightBurn debe coincidir con la configuración de tu controlador, o no obtendrás suficiente potencia de salida. La configuración correspondiente en GRBL es de $30 para las versiones de firmware que lo admiten.
Tasa de baudios
No todos los controladores se comunican a la misma velocidad. El valor predeterminado en LightBurn para controladores GRBL es 115.200 baudios (bits por segundo) y para Marlin es 250.000 baudios. Algunos controladores Marlin usan 115.200 y algunos controladores GRBL llegan a 9.600. Si tiene dificultades para que su controlador se comunique y está seguro de que el firmware es compatible, comuníquete con el fabricante para ver si pueden indicarte los baudios correctos.
Controles del eje Z
Habilitar eje Z: actívelo para permitir que LightBurn controle el eje Z de tu máquina, es decir, la altura del láser sobre la pieza de trabajo.
Dirección Z inversa
La mayoría de los sistemas DSP tienen «0» como el punto más alto, con números positivos que alejan el cabezal del láser de la cama de trabajo, sin embargo, algunos sistemas invierten esto. En ese caso, mueve este interruptor para cambiar la dirección general de los movimientos Z.
Relativo Z solo se mueve
Esta configuración le pide a LightBurn que lea la altura de la máquina cuando comienza el trabajo y usa esa altura como el punto de inicio para todos los movimientos Z, ignorando cualquier altura de material especificada. Esta es la forma más sencilla de trabajar, ya que simplemente configura el enfoque manualmente y LightBurn realizará todos los movimientos en relación con la altura a la que se encuentre su máquina cuando comience el trabajo.
Optimizar movimientos Z
De forma predeterminada, LightBurn siempre retraerá la Z a la altura inicial (la altura del material) después de completar una forma con un desplazamiento Z. Esto se hace por seguridad. Habilitar ‘Optimizar movimientos Z’ evitará este comportamiento constante de retracción/hundimiento, y solo emitirá movimientos Z cuando cambie Z. Si sabe que su material es plano y ninguno de los movimientos Z colocará el láser lo suficientemente bajo como para chocar con algo en su mesa de trabajo, esto puede ahorrarle mucho tiempo.
Configuración de la máquina
Muchos de los controladores admitidos por LightBurn tienen parámetros de dispositivo configurables por el usuario y, en muchos casos, puede editar esos parámetros directamente desde el Machine Settings cuadro de diálogo en LightBurn. Las excepciones notables son Smoothieware y Marlin, que actualmente no permiten el uso del cuadro de Machine Settings.
Mientras estes conectado a su máquina, puedes ir: Edit > Machine Settings y se te presentará el siguiente cuadro de diálogo:
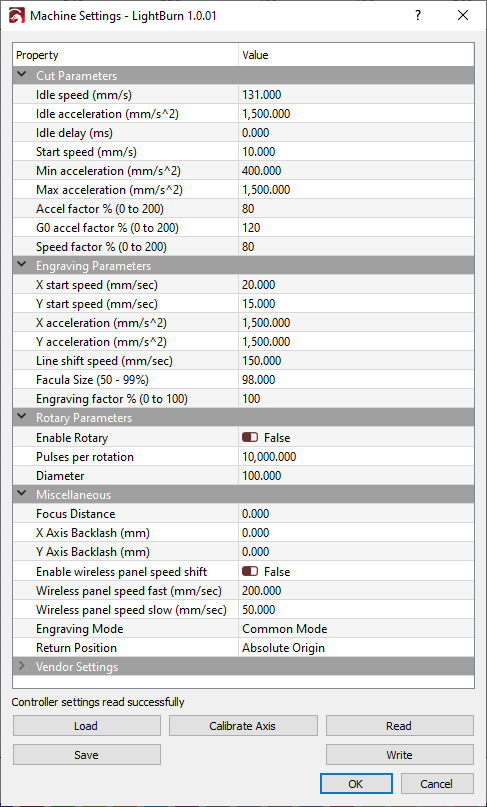
El contenido de este cuadro de diálogo será diferente para cada tipo de controlador, por lo que no revisaremos todas las opciones y valores aquí. Los nombres de los parámetros pretenden ser relativamente autoexplicativos, pero si no entiendes alguno de los parámetros, no los cambies ni los copies. Consulte la documentación de su controlador o busca en los foros de LightBurn para obtener más información.
Más allá de los parámetros que puedas cambiar, hay cinco operaciones que se pueden realizar con los botones en la parte inferior del cuadro de diálogo:
Escribe
Escriba todos los parámetros modificados actualmente en el controlador. Debes de hacer clic en esto antes de cerrar el cuadro de diálogo, ya que los parámetros no se envían al controlador cuando los cambias, solo después de hacer clic en el Write botón.
Leer
Esto recargará la configuración del controlador. Tenga en cuenta que cualquier cambio que haya realizado se perderá si no lo ha escrito primero en el controlador.
Ahorrar
Guarda los parámetros del controlador en un archivo .lbset . Esto te permite hacer una copia de seguridad de los parámetros de tu controlador para que puedas recargarlos más tarde en caso de un cambio accidental o cargarse en otra máquina que te gustaría configurar de la misma manera.
Carga
Cargue un archivo .lbset y sobrescribe los parámetros actuales del controlador con su contenido. Advertencia: ¡ esto sobrescribirá todos los parámetros! ¡Asegúrese de hacer una copia de seguridad de lo que tenía primero con la Save opción y solo cargue parámetros de una fuente conocida y confiable!
En algunos casos, el fabricante de su láser le proporcionará este archivo como copia de seguridad.
Calibrar eje
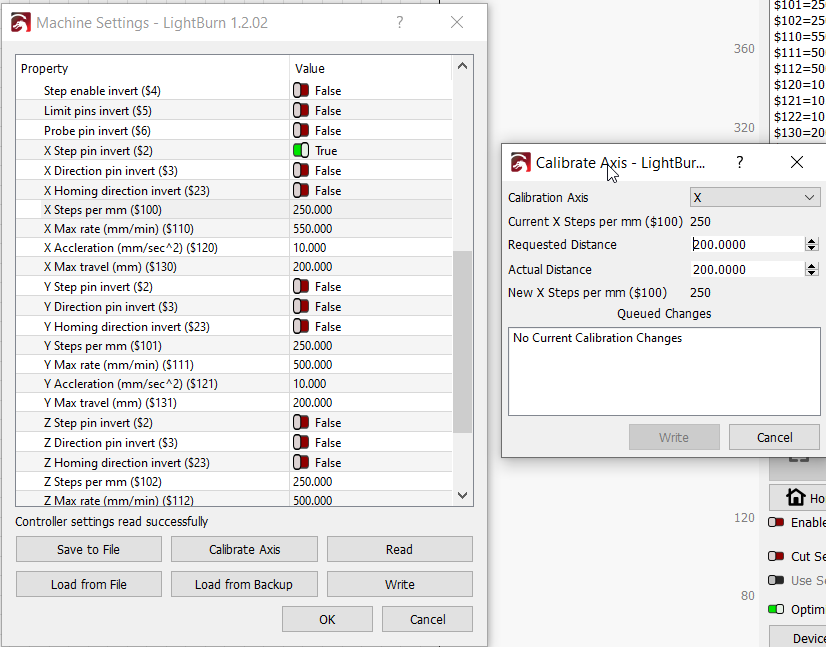
La herramienta Calibrate Axis te proporciona un atajo para marcar las distancias de movimiento del eje de la máquina y así configurar los steps/mm en el controlador. Ten en cuenta que esto no reemplaza el valor steps/mm de tu máquina específica.
Para utilizar esta herramienta, debes de seguir estos pasos:
- Elija un eje para calibrar con la opción
Calibration Axis. Esto mostrará la configuración actual desteps/mm. - Elije una distancia que deseas mover ese eje como prueba. 100 mm, por ejemplo. Luego ingrese esto en el
campo Requested Distance. - Indicas al láser que se mueva una distancia concreta. Si no puedes hacerlo desde una pantalla de control integrada, es posible que deba retroceder
Calibrate Axisy usar las funciones de movimiento en la ventana Mover para mover la distancia seleccionada. - Mide la distancia real recorrida de la manera que sea más fácil para tu máquina en particular, con la herramienta de medición más precisa que tenga. Lo mejor sería un calibrador o una regla de secciones milimetricas.
- De vuelta en el cuadro de diálogo
Calibrate Axis, ingresa el valor medido en el campoActual Distance. Esto te mostrará el valor de lossteps/mmrecién calculado a continuación. - Finalmente, haz clic en el botón
Writepara conservar este valor en el controlador.